CALEDONIAN
Professional Cable Provider
 English
English
Quick Contact

The technical specification specifies the conditions and technical specifications of 11kV power cables, including the technical requirements, main structure, performance, test and other technical requirements.
The technology of technical specification is the minimum technical requirements, does not make stipulations on all the technical details are not fully quoted by the provisions of the relevant standards and norms, equipment manufacturers should provide in accordance with the technical specifications and standards of the power industry and the international standards of quality products.
If the standards used in this technical specification are inconsistent with the standards implemented by the equipment manufacturer, they shall be carried out in accordance with higher standards.
This standard refers to the relevant provisions of the following standards. When these standards are revised, the relevant standards should be referenced by the latest version of the following standards.
EN 60071-1-2006 "insulation coordination part 1: definitions, principles and rules"
EN 50146-2000 "cable for power equipment"
EN 60885-3-2003 electrical test methods for cables: Part 3: Test methods for partial discharge test extruding partial discharge measurement of power cable
HD 629.1 S1-1996+A1-2001 test requirements for accessories of power cables with rated voltage from 3.6/6 kV to 20.8/36 kV. Part 1: extruded insulated cables
EN 50397-1-2007 coated wire used for overhead power line and related accessories with AC rated voltage > 1kV and 36kV. Part 1: coated wire
EN 61442-2005 test methods for accessories of power cables with rated voltage from 6kV (Um=7.2kV) to 36kV (Um=42kV)
HD 505 public test methods for cable insulation and sheath materials
EN 60332 test of cables and optical cables under burning conditions
IEC60754 test method for gases released from burning of materials from cables or optical cables
IEC61034 determination of smoke density for cables or optical cables burning under certain conditions
EN 60228-2005 conductor of insulated cables
Q/GDW-10-322-2008 11kV Technical specifications for power cable
"Addis Ababa-Djibouti railway Standards"
5.1 conductors
The conductor used in line with EN 60228-2005 second bare annealed copper conductor or plated metal layer annealed copper conductor (copper purity not less than 99.9%). The conductor is pressed and twisted round conductor, and the coefficient of tightening is not less than 0.9. Conductor cross section should be selected from the nominal cross section listed in EN 60228-2005. The conductor surface should be smooth, no oil, shielding no damage and insulation without burrs, sharp edges, no convex or broken single line. DC resistance of conductor meets the requirements of IEC60502-1 standard.
The effective cross sectional area of conductor can not produce negative error to the required sectional area.
The DC resistance of each conductor at 20 C shall not exceed the value specified in EN 60228-2005.
5.2 Shielding of conductor
The conductor shield consists of a half conduction band and a pack half conducting layer, which is wrapped around the semi conductive tape first and then squeezed into the half conductive layer shielding. Extruded semi conductive layer to be uniformly coated on the conductor, and an insulating closely, smooth surface, no obvious strand wale, should not have sharp corners, particles, burnt or scratch marks. When the conductor is shielded, the semi conductive layer should not be stuck between the stranded conductors. Conductor shielding nominal thickness should be 0.8mm, thickness deviation is not more than + 0.1mm, the thinnest thickness is not less than 0.7mm.
5.3 Insulation
A) according to the different products, low smoke halogen XLPE cables or use of cross-linked polyethylene (XLPE) using 11kV cable insulation cable, conductor shielding, insulation, insulation shielding by using three layer closed chemical crosslinking process, three layer after eccentricity should not be greater than 8%. The insulation performance of the extruded package on the conductor shall comply with the provisions of IEC 60502-1.
B) the nominal thickness of crosslinked polyethylene and ethylene propylene rubber insulation is shown below. The thickness of any isolation layer or semi conductive shield outside the conductor or insulation shall not be included in the insulation thickness. For each insulation core, the measured value of the insulation thickness at any point is not less than the specified nominal thickness.
Nominal insulation thickness of crosslinked polyethylene, ethylene propylene rubber and ethylene propylene diene rubber
| nominal cross-section of conductor /mm2 | Nominal insulation thickness /mm under rated voltage U0/U(Um) | |
| 12/20(24) | 18/20(24) | |
| 35 | 5.5 | - |
| 50~185 | 5.5 | 8.0 |
| 240 | 5.5 | 8.0 |
| 300 | 5.5 | 8.0 |
| 400 | 5.5 | 8.0 |
| 500~1000 | 5.5 | 8.0 |
5.4 insulation shield
A) the insulation shield is composed of a stripped semi conductive layer of the package and a metal shield. The semi conductive layer should be uniformly coated on the insulation. The surface should be smooth, and there should be no sharp corners, particles, traces of coking or abrasion. The nominal thickness of the insulating semi conductive layer is 0.8mm, and the thickness deviation is no more than + 0.1mm.
B) metal shield with copper wire shield or copper tape shield. Soft copper wire copper wire shielded by sparse winding consists of the surface by reverse winding copper wire or copper wire with adjacent average clearance should be less than 4mm, any two adjacent wire gap should be less than 6mm. The copper shield is composed of a soft copper strip covered with overlapping layers, and a double copper strip gap can also be used for wrapping. The average cover ratio between copper strips should be no less than 25% (nominal value). Copper nominal thickness of more than 0.12mm for single core cable, three core cable is more than 0.10mm, the minimum thickness of copper should be not less than 90% of the nominal value. The nominal cross section of the metal shield should meet the requirement of short circuit current capacity, and the minimum cross section of the metal shielding layer is not less than 25mm2.
C) conductor shielding, insulation, insulation shielding should be dry, three layer co extrusion method of production.
D) there should be a longitudinal color (Huang Lvhong) mark band along the cable core between the semi conductive layer and the metal layer of the three core cable, and its width should be no less than 2mm.
5.5 filler and lining layer
A) the cable core should be filled with non hygroscopic material and should be tight and free of voids. The center of the cable core should also be filled, and the three core should be rounded after the cable is laid.
B) lining layer adopts extruded type, depending on the product, can choose a low smoke halogen-free flame retardant material or polyethylene sheath material, its nominal thickness should be consistent with the provisions of 60502-2 IEC, and not less than 2mm, the average thickness of the lining layer should not be less than the nominal value, any minimum thickness should be not less than 95% of the nominal value. The cable core in extruded lining before using the appropriate tape to spiral way wrapped with clearance.
C) for lining and filling materials should be suitable for the operation temperature of cables and compatible with cable insulation materials.
5.6 armour and outer sheath
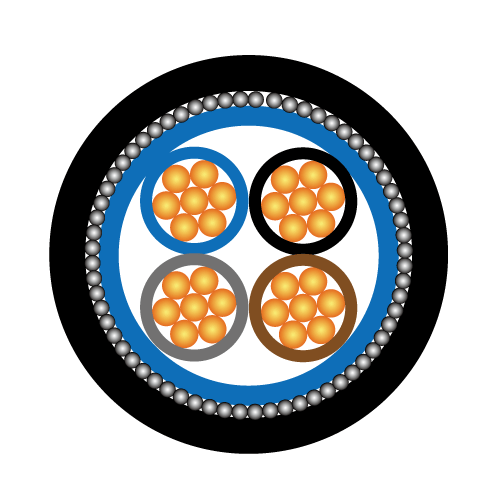
A) three core cable armour adopts double layer galvanized steel or steel wire, steel wire armor should be very tight, steel belt armour should spiral wrapping two layers, outer layer steel strip is roughly above the inner layer steel strip clearance, steel strip clearance should not be greater than 50% of steel strip width. The size of galvanized steel or steel wire should comply with the requirements of IEC 60502-2.
B) single core cable armour shall be made of non-magnetic material (strip, aluminum strip or copper strip) or wire (aluminium alloy wire, demagnetizing wire or copper wire).
C) outer sheath
According to the different products, the outer sheath uses the conductor at the highest temperature of 90 DEG C, polyethylene (ST2), polyethylene (ST7) or low smoke halogen free polyolefin sheathing material in normal operation, and the nominal thickness of the sheath shall comply with the requirements of IEC502, and any minimum thickness should be not less than the nominal value. For the cable with waterproof requirements, a reliable waterproof structure should be adopted between the cable core and the sheath, and the waterproof performance should meet the requirements of IEC 60502-2.
Sheath material according to environmental requirements, the use of different properties of materials, such as cold resistance, weather resistance (UV resistance), anti rodent, etc..
5.7 Non circularity of Cable
Non circularity of Cable = (cable maximum outer diameter - Minimum cable outer diameter) / cable maximum external diameter x 100%, Non circularity of Cable should not be greater than 10%.
5.8 mark of finished cable
The surface of the outer sheath of the finished cable should be continuous spray printing factory name and type, voltage, conductor cross section, the year of manufacture and the meter length logo, logo should be legible and easy to recognize, rub resistance. The inner sheath surface should be continuous spray printing factory, manufacturing date.
The test and inspection of the cable should be carried out according to the relevant standards and specifications. The test shall be completed in the manufacturer or the inspection department designated by the buyer. All test costs shall be borne by the tenderer.
6.1 according to the latest version of IEC standards and national standards for testing. The following additional requirements and additional instructions for IEC should be followed and implemented in the test.
6.2 type test
Electrical type test and non electrical type test according to the requirements of IEC 60502-2.
6.3 factory routine test
Before each batch of cables is delivered, the manufacturer must carry out the factory test for each cable in accordance with IEC 60502 and the following requirements.
6.3.1 Measurement of conductor resistance
All conductors should be measured in response to the length of each cable. The finished cable or the sample removed from the finished cable shall be measured at least 12h after the test room is kept at a suitable temperature. The value of resistance measurement should be adjusted to the value of 1 km length at 20 C according to the formula and coefficient specified by EN60228-2005. The DC resistance of each conductor at 20 C shall not exceed the corresponding maximum value specified by EN60228-2005.
6.3.2 Partial discharge test
Partial discharge test should be carried out according to EN 60885-3-2003 regulation. All core wires of the three core cable should be tested. The voltage is applied between each conductor and metal shield, and the partial discharge should not exceed 5pC under the 1.73U0 voltage.
6.3.3 AC voltage test
The cable should withstand the power frequency voltage at the room temperature, the power frequency test voltage time is 15min, the test voltage is 42 (63) kV, the insulation is not breakdown.
6.4 sampling test
6.4.1 conductor inspection and dimensional inspection
Conductor inspection, insulation and sheath thickness measurement, and cable outer diameter measurement shall be carried out on a length of cable in each batch of the same type and specification cable, but shall be limited to 10% of the length of the contract.
6.4.1.1 Conductor inspection
According to the requirements of the conductor structure specified by EN60228-2005, visual inspection should be adopted, if possible, the method of measurement can be used for inspection.
6.4.1.2 Measurement of the thickness of insulation and outer sheath
The measurement should be carried out according to the method specified in EN 60811. The length of each cable selected for the test can be represented by a section of cable. If necessary, the cable should be intercepted from one end of the cable after the damaged part has been removed.
6.4.1.3 Measurement of sheathed metal wire and metal strip
Measurement of armored metal wire
Use a flat probe with a diameter of two micrometer precision + 0.01mm to measure the round and flat wire armored armored metal wire thickness, round wire should be measured in the same section two at right angles to each other on the position of each measuring time, take the average as the diameter of the metal wire.
Measurement of armored metal strip
The measurement should be used with two 5mm diameter flat measuring head, precision micrometer + 0.01mm, width of 40mm and below the metal belt should be measured in the width and the thickness of the central, for a wider band at a distance of each edge 20mm at each measuring time, take the average as the thickness of metal belt degree.
6.4.1.4 Outer diameter measurement
It should be carried out according to EN 60811.
6.4.2 Partial discharge test
Partial discharge test should be carried out according to EN 60885-3-2003 regulation. All core wires of the three core cable should be tested. The voltage is applied between each conductor and metal shield, and the partial discharge should be no more than 5 pC at 1.73 U0 voltage.
6.4.3 4H AC withstand voltage test
At room temperature, the frequency voltage 4H should be applied between each conductor and metal shield, and the test voltage is 4U0.
6.4.4 Insulation Thermal elongation test
Per the EN 60811 regulations
6.4.5 Power frequency withstand voltage test of outer sheath:
Power frequency 15kV/1min is added to the outer sheath of the cable.
6.4.6 Peeling test of removable insulation shield
The test should be carried out three times before aging and after aging, which can be tested on three individual cable specimens, and also can be carried out on the same cable sample at three different positions of about 120o each other along the circumference of the same cable specimen. The insulated wire core with a length of at least 250mm should be removed from the tested cable before aging and after ageing to be used as an experiment. In each sample the extruded insulation shield on the surface of specimens from one end to the other end to the insulating longitudinal cutting into two wide apart (10 + 1) mm parallel marks. Parallel to the insulated wire core side (i.e. peeling angle approximately 180o) opened a long 50mm, 10mm wide band, the insulating core is vertically installed in a tensile machine, with chuck on one end of the insulation wire, the other end is a 10mm type belt clip on the other a chuck. The tension is added to the insulated and 10mm strip, and the jitter is at least about 100mm long distance. The experiments are carried out under the condition that the peeling angle is approximately 180o and the speed is (250 + 50) mm/min. The experiment should be carried out at (250 + 5) centigrade. The peeling force should be recorded continuously for the aged and aged specimens. The stripping force of the semi conductive shielding of the extruded semi conductor before and after aging should be no less than 4N and not greater than 45N. The insulation surface should be free from damage and no semi conductive shielding traces remain on the insulation.
Flame Retardant Test
| Standard | IEC60332-3 (Flame retardant test) | ||||
| Flame retardant grade | fire temperature (℃) | Heating time (min) | the volume of nonmetallic materials when laying cable in bundles (L/m) | qualification criteria | |
| coking height (m) | Spontaneous combustion time (min) | ||||
| B | ≥815 | 40 | ≥3.5 | ≤2.5 | ≤60 |
6.6 Halogen free test and low smoke test
| IEC60754 (halogen free test) | IEC61034 (low smoke test) | ||
| pH weighted value | conductivity | HCL gas spillover amount | minimum light transmittance |
| Ph≥4.3 | R≤10μS/mm | ≤5mg/g | T≥60 |
Acid gas content ranges from 0 to 5%
+852 6230 0392
Caledonian Cables
live:1cb87739a29fb08c